Usinages intérieurs par WFL
Après avoir traité du perçage profond, puis du tournage intérieur cette troisième partie montre les compétences en usinage intérieur du constructeur. Deux types de fraisage sont abordés ici, le fraisage au centre d'une pièce en rotation ou le fraisage excentré au moyen d'un outil rotatif.
La troisième partie de cette trilogie de WFL Millturn Technologies GmbH & Co met l’accent sur la discipline reine de l’usinage intérieur : le fraisage. En lien avec des outils spéciaux, les centres d’usinage complets WFL Millturn proposent des solutions permettant ces usinages complexes, à l’intérieur d’alésages déjà réalisés, pour des efforts de préparation minimes. Les machines WFL Millturn sont représentées en France par la société Mehrtech.
Répondre au défi de la rigidité
Que ce soit pour le fraisage au centre d’une pièce en rotation ou pour le fraisage excentré, les outils spéciaux doivent être commandés avec précision. WFL utilise principalement les outils de Cogsdill et ITS. Sur la base d’un porte-outil au diamètre de base défini, les arêtes de coupe de l’outil peuvent être déplacées dans le sens radial au niveau de la tête de l’outil. Cela est généralement effectué par un mécanisme entraîné par un axe rotatif supplémentaire à l’intérieur du centre d’usinage. Dans le cas de centres de tournage-fraisage, l’axe de broche de l’unité porte-outils le prend généralement en charge. Pour le fraisage excentré, un axe U supplémentaire est nécessaire. Ces procédés de fraisage sont généralement réalisés par traction, afin d’éviter toute déviation de l’outil causée par compression à l’intérieur de la douille d’outil. La traction permet, en outre, un centrage supplémentaire de l’outil dans la pièce. Les centres Millturn de WFL offrent, grâce à leur interface prismatique, une solution particulièrement rigide du serrage des outils. Afin de renforcer la rigidité des outils longs utilisés pour le fraisage intérieur, leurs supports sont dotés de dispositifs d’étaiement en forme de douilles de guidage, appelées pilotes. Précisément adaptées au diamètre du perçage de base, ces douilles stabilisent l’outil à proximité de l’arête de coupe. Le matériau des rails de guidage sélectionné limite au maximum l’usure et évite tout dommage sur la surface du perçage de base. En cas de perçages profonds, ainsi que de fraisages longs et de fraisages progressifs, un dispositif d’étaiement multiple peut être nécessaire. » Nous devons généralement procéder comme cela pour des diamètres de perçage de base compris entre 35 et 100 mm « , indique Martin Kaukal, Responsable des ventes chez WFL. » Nous pouvons ainsi atteindre, pour un diamètre de base de 100 mm, un diamètre d’usinage pouvant aller jusqu’à 180 mm « , ajoute-t-il.
Evacuation des copeaux et durée de vie d’outils
L’évacuation des copeaux représente un défi particulier du fraisage. Lorsque l’usinage est réalisé dans un trou de passage, les copeaux peuvent simplement être évacués par rinçage hors du trou, à l’aide de réfrigérant lubrifiant amené au travers de la broche porte-outils. Dans le cas de trous borgnes, notamment dans des alliages à base de nickel ou en titane, les copeaux longs et filants présentent un risque d’endommagement de la pièce et/ou de l’outil. WFL apporte une solution efficace. » Nous brisons les copeaux directement au niveau du tranchant par l’application de réfrigérant lubrifiant à très haute pression. Nous veillons ensuite à l’évacuation des copeaux par des canaux adaptés au moyen d’un volume particulièrement élevé de réfrigérant lubrifiant » explique M. Kaukal. Par ailleurs, le fraisage intérieur complexe implique souvent un usinage en plusieurs étapes, notamment en raison de l’usure de l’arête de coupe. » La reprise sans bavure exige un savoir-faire étendu en termes de définition de stratégie d’usinage et de compensation des modifications « , précise Reinhard Koll, Responsable des techniques d’applications chez WFL. » Nous avons développé un procédé de mesure exécutable parallèlement au processus d’usinage. Il transmet, avec fiabilité et en continu, des renseignements sur l’état de l’outil, l’alimentation en réfrigérant lubrifiant et les dimensions de la pièce. Il est ainsi possible d’appliquer directement, au cours du processus, les corrections nécessaires « , ajoute-t-il. Les outils de fraisage d’une longueur maximale de 2 500 mm et d’un poids propre d’outil de 180 kg peuvent être conservés dans le magasin pour barres d’alésage et échangés automatiquement. » Sur de grandes longueurs d’usinage et dans le cas de diamètres de gorge étagés, il reste possible de maintenir la rigidité en bout d’outil, dans une certaine mesure. Car les pilotes et douilles de guidage sont échangeables pendant le processus d’usinage. Pour cela, les pilotes doivent bénéficier d’une commande à part » explique R. Koll.
Usinages perpendiculaires à l’axe principal
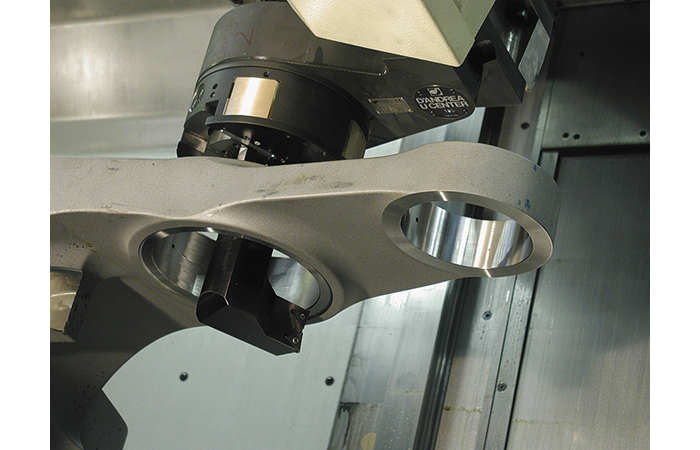
La troisième discipline du domaine du fraisage et des géométries spéciales correspond à l’usinage perpendiculaire par rapport à l’orientation de la broche porte-pièce. WFL propose pour cela l’usinage à la tête à surfacer d’Andréa. Avec les outils serrés à l’intérieur, il est possible d’exécuter des procédures d’alésage et de surfaçage à différents angles, par rapport à l’axe porte-pièce. En résumé, les centres d’usinage de WFL permettent de réaliser l’ensemble des opérations d’usinage intérieur. Le tout exécuté sur une seule machine en un seul serrage, au même niveau de qualité que sur une machine spéciale. La mise à disposition des outils adaptés à chaque étape d’usinage dans des magasins d’outils et de barres d’alésage intégrés facilite le bon déroulement des processus. Le savoir-faire en matière d’application des experts de l’usinage de Linz garantit, par la définition de stratégies d’usinage adaptées, un travail productif et une grande capabilité. En conclusion, les centres de tournage-fraisage Millturn du constructeur WFL permettent de réaliser plusieurs disciplines spéciales d’usinage intérieur sur une seule machine. Les opérations de serrage et de préparation sont minimisées car le perçage profond, le tournage et le fraisage peuvent être réalisés sans changement d’outil. Il en résulte une qualité de surface optimale, une précision maximale et une grande sécurité du processus en un seul serrage.
à propos de WFL Millturn Technologies

 WFL Millturn Technologies
Découvrez les avantages de l’usinage complet avec le M80X de WFL
WFL Millturn Technologies
Découvrez les avantages de l’usinage complet avec le M80X de WFL

 WFL Millturn Technologies
Compétence clé en usinage complet : focus sur les pièces en mandrin
WFL Millturn Technologies
Compétence clé en usinage complet : focus sur les pièces en mandrin
 WFL Millturn Technologies
Audi utilise les tours-fraiseurs multifonctions WFL pour leurs efficacités
WFL Millturn Technologies
Audi utilise les tours-fraiseurs multifonctions WFL pour leurs efficacités
 WFL Millturn Technologies
Le temps de passage réduit de moitié chez Auma, grâce aux machines WFL
WFL Millturn Technologies
Le temps de passage réduit de moitié chez Auma, grâce aux machines WFL
les plus lus
à lire aussi


Les nouveaux produits

FLUIDES DE COUPE : déshuilage et réutilisation pour l'usinage
Récupération et filtration des lubrifiants pour l'industrie, la maintenance, la mécanique.


